


1.WPS焊接工藝評(píng)定概述
1.1 本章內(nèi)容可以應(yīng)用于所有在對(duì)船舶及其他海上設(shè)施以及其相關(guān)壓力容器,器械,設(shè)備新工程,改建,調(diào)整或修繕的過(guò)程中的焊接資格認(rèn)可和測(cè)試。
1.2 WPS對(duì)應(yīng)的船級(jí)社:CCS、ABS、DNVGL、LR、BV、NK、KR、RINA、RS、PRS、CRS、IRS等船級(jí)社
1.3 制造商有義務(wù)確保遵守這些規(guī)則的方方面面。所有的偏差都要記錄為未遵守,和所采取的補(bǔ)救措施都應(yīng)獲得驗(yàn)船師的認(rèn)可。不能遵守在提交焊接測(cè)試時(shí)被視為不符合規(guī)則。
1.4 焊接測(cè)試在驗(yàn)船師的監(jiān)督下在制造者的工廠進(jìn)行。焊接過(guò)程評(píng)定測(cè)試和焊接工資格測(cè)試都要進(jìn)行并認(rèn)可通過(guò)在加工或建造開(kāi)始前。
1.5 按照GB,EN,ISO,JIS,ASME或AWS進(jìn)行的焊接過(guò)程測(cè)試被認(rèn)為是可接受的,假設(shè),最低限度,他們近似并符合這些規(guī)則的技術(shù)要求以令驗(yàn)船師滿(mǎn)意。
1.6焊接測(cè)試執(zhí)行的義務(wù)。 焊接測(cè)試方面,比如機(jī)械測(cè)試,非破壞性試驗(yàn)和熱處理,可能由制造者分包,假設(shè)分包商進(jìn)行工作,在制造者的指導(dǎo)下嚴(yán)格控制技術(shù),這些由驗(yàn)船師同意在工作開(kāi)始前。
1.7在這些規(guī)則中,術(shù)語(yǔ)“制造者”被認(rèn)為包括任何進(jìn)行焊接的公司或組織,可以是造船公司,或制造商,材料生產(chǎn)商。
2.焊接工藝文件
2.1 焊接工藝計(jì)劃書(shū)(PWPS) 是由船廠或產(chǎn)品制造廠在焊接工藝認(rèn)可試驗(yàn)前編制,用以指導(dǎo)完成焊接工藝認(rèn)可試驗(yàn)的技術(shù)文件。焊接工藝計(jì)劃書(shū)應(yīng)包括焊接工藝規(guī)程中所有的技術(shù)參數(shù)。在認(rèn)可試驗(yàn)中,可根據(jù)試驗(yàn)的結(jié)果對(duì)相關(guān)的技術(shù)參數(shù)進(jìn)行修改和完善。
2.2 焊接工藝試驗(yàn)報(bào)告(WPQR) 是準(zhǔn)確描述和詳細(xì)記錄焊接工藝認(rèn)可試驗(yàn)中實(shí)際使用和得到的技術(shù)參數(shù)的技術(shù)文件,用作焊接工藝規(guī)程認(rèn)可的依據(jù)。報(bào)告中涉及的每項(xiàng)試驗(yàn)結(jié)果( 包括復(fù)試結(jié)果) 均應(yīng)予以評(píng)價(jià)。
2.3 焊接工藝規(guī)程(WPS) 是工廠根據(jù)合格的焊接工藝試驗(yàn)報(bào)告,對(duì)焊接工藝計(jì)劃書(shū)修改完善后并經(jīng)船級(jí)社 正式批準(zhǔn)的技術(shù)文件,用以指導(dǎo)產(chǎn)品生產(chǎn)焊接。
3 認(rèn)可
3.1 建立并證明一項(xiàng)焊接工藝規(guī)程是否對(duì)某一具體用途的適用性是制造者的責(zé)任。在開(kāi)工建造前,工廠應(yīng)結(jié)合本廠的技術(shù)條件和生產(chǎn)經(jīng)驗(yàn),制定產(chǎn)品建造焊接工藝匯總表交驗(yàn)船師認(rèn)可。匯總表中應(yīng)針對(duì)建造中焊縫出現(xiàn)于結(jié)構(gòu)與結(jié)點(diǎn)的不同位置、形式和尺寸,列出擬使用的焊接工藝規(guī)程的名稱(chēng)和編號(hào)。
3.2 通常在采用新材料、新工藝時(shí),應(yīng)進(jìn)行工藝認(rèn)可試驗(yàn),以驗(yàn)證制造廠具備使用該工藝進(jìn)行焊接作業(yè)的適當(dāng)資質(zhì)。工廠應(yīng)制定詳細(xì)的焊接工藝計(jì)劃書(shū)。提交認(rèn)可的焊接工藝計(jì)劃書(shū)應(yīng)包括下列內(nèi)容:
(1) 母材的牌號(hào)、級(jí)別、厚度和交貨狀態(tài);
(2) 焊接材料( 焊條、焊絲、焊劑和保護(hù)氣體) 的型號(hào)、等級(jí)和規(guī)格;
(3) 焊接設(shè)備的型號(hào)和主要性能參數(shù);
(4) 坡口設(shè)計(jì)、加工要求及襯墊材料( 如有時(shí)) ;
(5) 焊道布置和焊接順序;
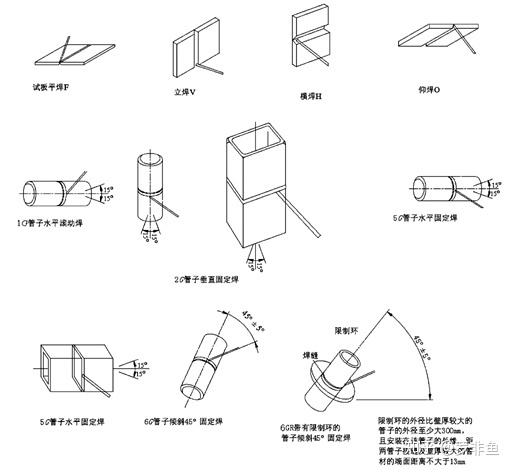
(6) 焊接位置( 平、立、橫、仰焊等) ;
(7) 焊接規(guī)范參數(shù)( 電源極性、焊接電流、電弧電壓、焊接速度和保護(hù)氣體流量) ;
(8) 焊前預(yù)熱和道間溫度、焊后熱處理及焊后消除應(yīng)力的措施等;
(9) 施焊環(huán)境:現(xiàn)場(chǎng)施焊或車(chē)間施焊;
(10) 其他有關(guān)的特殊要求。
3.3 試件的焊接和試樣的試驗(yàn)應(yīng)由驗(yàn)船師在場(chǎng)見(jiàn)證。
3.4 試驗(yàn)過(guò)程中應(yīng)將試驗(yàn)用的參數(shù)和結(jié)果記入焊接工藝試驗(yàn)報(bào)告,見(jiàn)證驗(yàn)船師應(yīng)在試驗(yàn)報(bào)告上簽署。
3.5 工廠應(yīng)根據(jù)試驗(yàn)結(jié)果,編寫(xiě)完整的焊接工藝規(guī)程,并附以試驗(yàn)報(bào)告一起提交給船級(jí)社進(jìn)行認(rèn)可。
3.6 當(dāng)試驗(yàn)結(jié)果不滿(mǎn)足相關(guān)要求,且按相關(guān)規(guī)范要求進(jìn)行復(fù)驗(yàn)仍不合格時(shí),制造廠應(yīng)調(diào)整焊接工藝計(jì)劃書(shū),并按更新內(nèi)容重新進(jìn)行焊接試驗(yàn)。
3.7 當(dāng)工廠對(duì)已批準(zhǔn)的焊接工藝規(guī)程進(jìn)行改動(dòng)時(shí),應(yīng)將所有改動(dòng)的內(nèi)容提交給船級(jí)社審核。船級(jí)社根據(jù)改動(dòng)的具體內(nèi)容決定是否重做焊接工藝認(rèn)可試驗(yàn)。
3.8 一個(gè)制造廠取得的合格的焊接工藝規(guī)程適用于具有相同的技術(shù)和質(zhì)量管理?xiàng)l件的車(chē)間。
3.9認(rèn)可焊接工藝的適用范圍
3.9.1 本小節(jié)下列各項(xiàng)條件相互獨(dú)立,任一項(xiàng)目的變化范圍超過(guò)適用范圍時(shí),一般均應(yīng)重新進(jìn)行焊接工藝認(rèn)可試驗(yàn)。
3.9.2 焊接方法的認(rèn)可范圍通常僅限于認(rèn)可試驗(yàn)所用的方法。認(rèn)可的多道焊工藝不能應(yīng)用于單道焊,并且在鋁合金焊接中認(rèn)可的單道焊工藝也不能應(yīng)用于多道焊。對(duì)于多種焊接方法組合的焊接工藝認(rèn)可,一般應(yīng)采用組合焊試驗(yàn),認(rèn)可后僅適用于與試驗(yàn)相同順序的組合焊工藝。對(duì)船體結(jié)構(gòu)用鋼,也可采用各種獨(dú)立焊接方法分別進(jìn)行工藝認(rèn)可。
3.9.3 焊接工藝規(guī)程對(duì)鋼材的適用范圍規(guī)定如下:
(1) 對(duì)相同強(qiáng)度級(jí)別的鋼材,適用于與試驗(yàn)?zāi)覆捻g性等級(jí)相同或較低的鋼材。
(2) 對(duì)除上述(1) 以外,規(guī)定屈服強(qiáng)度最小值小于或等于390N/mm2 的鋼,適用于與試驗(yàn)?zāi)覆膹?qiáng)度級(jí)別相同或低兩個(gè)級(jí)別的鋼材;對(duì)高強(qiáng)度淬火回火鋼,適用于與試驗(yàn)?zāi)覆膹?qiáng)度級(jí)別相同或低一個(gè)級(jí)別的鋼材。
(3) 當(dāng)采用熱輸入大于50kJ/cm 的焊接方法時(shí),焊接工藝僅可覆蓋與試驗(yàn)?zāi)覆捻g性等級(jí)相同,強(qiáng)度低一個(gè)級(jí)別的鋼材。
(4) 對(duì)鍛鋼與鑄鋼( 碳鋼和碳錳鋼),適用的強(qiáng)度等級(jí)范圍為等于或低于試驗(yàn)?zāi)覆牡膹?qiáng)度。
(5) 對(duì)交貨態(tài)與認(rèn)可試驗(yàn)?zāi)覆牟煌匿摬模铝幸?guī)定者外,船級(jí)社將根據(jù)情況提出試驗(yàn)要求:
①淬火回火鋼與其他交貨狀態(tài)鋼材認(rèn)可的焊接工藝不能相互覆蓋;
②一般情況下正火、熱軋、控軋交貨狀態(tài)鋼材認(rèn)可的焊接工藝可覆蓋TMCP 鋼。但反之不能覆蓋。
3.9.4 焊接工藝規(guī)程對(duì)鋁合金材料的適用范圍應(yīng)符合下列要求:
(1) 鋁合金焊接工藝認(rèn)可按母材化學(xué)成分分組如下:
A 組:Mg<4% 的鋁- 鎂系鋁合金(5754、5454)
B 組:4% ≤ Mg ≤ 7.0% 的鋁- 鎂系鋁合金(5059、5083、5086、5383、5456、5A01)
C 組:鋁- 硅- 鎂系鋁合金(6005A, 6061, 6082)
(2) 認(rèn)可用于某一鋁合金的焊接工藝也可用于同組材料中強(qiáng)度相等或較低的鋁合金。認(rèn)可用于B組的鋁合金焊接工藝可用于A 組鋁合金的焊接。
3.9.5 焊接工藝對(duì)厚度的適用范圍應(yīng)符合船級(jí)社的規(guī)定要求。
3.9.6對(duì)接焊工藝認(rèn)可
3.9.7角接焊工藝認(rèn)可
3.9.8傾斜或T 形管節(jié)點(diǎn)全焊透工藝認(rèn)可
4.焊工資格考試
4.1 適用范圍
4.1.1 本章的規(guī)定適用于船體及海上設(shè)施的結(jié)構(gòu)、機(jī)械、鍋爐與受壓容器及管系等的碳鋼、碳錳鋼、合金鋼及鋁合金的手工電弧焊、半自動(dòng)焊和TIG 焊焊接工藝。
4.1.2 母材、焊接材料和焊接方法不同于本章規(guī)定者,其焊工資格考試要求應(yīng)提交船級(jí)社認(rèn)可。
4.1.3 報(bào)考條件
4.1.3.1 具備下列條件之一者,可向考委會(huì)提出申請(qǐng)。報(bào)考人經(jīng)審查批準(zhǔn),可參加考試:
(1) 持有技校焊接專(zhuān)業(yè)畢業(yè)證書(shū),現(xiàn)從事焊接工作者。
(2) 能獨(dú)立承擔(dān)焊接工作,具有熟練操作技能,現(xiàn)從事焊接工作者。
(3) 經(jīng)過(guò)基本知識(shí)和操作技能培訓(xùn)者。
(4) 參加水下焊工考試者,還應(yīng)持有有效的潛水員證書(shū)或潛水學(xué)校頒發(fā)的潛水員畢業(yè)證書(shū)并具有一定的水下焊接技能,或經(jīng)過(guò)水下焊接培訓(xùn)的潛水員,經(jīng)考試委員會(huì)審查批準(zhǔn)。
4.1.3.2 對(duì)申請(qǐng)升級(jí)的焊工規(guī)定如下:
(1) 報(bào)考者一般應(yīng)逐級(jí)考試。對(duì)于特殊情況,經(jīng)焊考委審查同意和擔(dān)當(dāng)驗(yàn)船師批準(zhǔn),可根據(jù)自己從事實(shí)際工作范圍及操作熟練程度,申請(qǐng)相應(yīng)等級(jí)的焊工考試。
(2) 除水下焊工外,焊工實(shí)際從事本等級(jí)工作六個(gè)月以上,方可申請(qǐng)高一等級(jí)的升級(jí)考試。對(duì)于申請(qǐng)Ⅲ級(jí)的人員,必須持Ⅱ級(jí)證書(shū)且連續(xù)工作滿(mǎn)1 年以上。
(3) 對(duì)水下焊工,須持本等級(jí)證書(shū)且連續(xù)工作滿(mǎn)1 年以上方可申請(qǐng)高一等級(jí)的升級(jí)考試。
4.1.3.3 從事焊接作業(yè)的焊工應(yīng)按本章要求參加相應(yīng)類(lèi)別的資格考試。考試合格者,船級(jí)社將頒發(fā)相應(yīng)的資格證書(shū)。
4.1.4 焊工等級(jí)和考試科目分類(lèi)
4.1.4.1 根據(jù)產(chǎn)品類(lèi)型,焊工資格分為船舶與海上設(shè)施焊工、船用鍋爐壓力容器焊工兩大類(lèi),其焊工等級(jí)根據(jù)焊接位置的不同來(lái)劃分,對(duì)于板材分為I、II 和III 級(jí),對(duì)于管材分為IP、IIP、IIIP 和IIIPR 級(jí)。
水下濕法定位焊為T(mén) 級(jí)。
4.1.4.2 不同試件形式的考試科目代號(hào)表示的焊接位置見(jiàn)船級(jí)社規(guī)范。
4.1.4.3 不同焊工等級(jí)對(duì)應(yīng)的考試科目見(jiàn)船級(jí)社規(guī)范。
4.1.4.4 特殊需要時(shí),可根據(jù)產(chǎn)品實(shí)際焊接位置進(jìn)行填角焊考試。
4.1.4.5 對(duì)船用鍋爐壓力容器焊工,需要時(shí)還應(yīng)進(jìn)行管板角接焊的專(zhuān)門(mén)考試。
4.1.5 復(fù)試與重新考試
4.1.5.1 每一考試科目中,如有1 個(gè)彎曲試樣或宏觀試樣不合格,可對(duì)不合格項(xiàng)取雙倍試樣按原試驗(yàn)要求進(jìn)行復(fù)試。復(fù)試全部合格者,該科目為合格。
4.1.5.2 每一考試科目中,如有以下情況之一者,該科目為不合格,不得進(jìn)行復(fù)試:
外觀目檢不合格;
對(duì)接焊射線檢驗(yàn)不合格,或有2 個(gè)彎曲試樣不合格;
角接焊破斷試驗(yàn)不合格,或有2 個(gè)宏觀試樣不合格。
4.1.5.3 不合格的考試科目允許在1 個(gè)月內(nèi)進(jìn)行1 次該科目的補(bǔ)考。補(bǔ)考的全部試驗(yàn)項(xiàng)目合格則該科目合格。
4.1.5.4 焊工考試全部科目不合格者,1 個(gè)月后方可重新參加考試。全部考試科目合格后方能發(fā)給證書(shū)。重新考試仍不合格者,應(yīng)經(jīng)過(guò)培訓(xùn)后方可重新申請(qǐng)考試。
4.1.5.5 凡由于試件加工不當(dāng),或因非焊接因素造成缺陷而導(dǎo)致試驗(yàn)不合格者,試件作廢并重新焊接后進(jìn)行試驗(yàn)。
4.1.6 證書(shū)
4.1.6.1 焊工考試合格后,由船級(jí)社頒發(fā)《焊工資格證書(shū)》,焊工應(yīng)嚴(yán)格按照證書(shū)所規(guī)定的工作范圍進(jìn)行焊接操作。
4.1.6.2 焊工資格證書(shū)應(yīng)包含下列內(nèi)容:
(1) 焊工個(gè)人信息( 姓名、身份證號(hào)及照片) ;
(2) 工作單位名稱(chēng);
(3) 焊接方法、接頭型式、母材的材質(zhì)和規(guī)格、焊接位置等的認(rèn)可范圍,水下焊工的工作水深;
(4) 有效期滿(mǎn)日期;
(5) 工廠6 個(gè)月考察記錄;
(6) 船級(jí)社批準(zhǔn)的延期記錄。
4.1.6.3 焊工在進(jìn)行焊接操作時(shí),驗(yàn)船師可隨時(shí)檢查其《焊工資格證書(shū)》。
4.1.6.4 各制造廠應(yīng)對(duì)焊工證書(shū)的適用范圍和有效期進(jìn)行控制。
4.1.7 有效期
4.1.7.1 焊工資格有效期應(yīng)從發(fā)證之日開(kāi)始。
4.1.7.2 除定位焊科目的焊工資格證書(shū)為長(zhǎng)期有效外,各類(lèi)焊工資格證書(shū)有效期均為3 年( 包括水下濕法T 類(lèi)),并應(yīng)同時(shí)滿(mǎn)足下列條件:
(1) 焊工在現(xiàn)有認(rèn)可范圍內(nèi)連續(xù)從事焊接工作,間斷時(shí)間應(yīng)不超過(guò)6 個(gè)月;
(2) 焊工的產(chǎn)品焊接工作應(yīng)與考試的技術(shù)條件相一致;
(3) 有效期內(nèi)未發(fā)生因焊工的知識(shí)和/ 或技能欠缺而導(dǎo)致的重大質(zhì)量問(wèn)題。
4.1.7.3 焊工( 包括定位焊工) 若連續(xù)6 個(gè)月未從事焊接操作,則應(yīng)在重新操作前,先焊一件本人證書(shū)規(guī)定科目中最難位置的試件,經(jīng)試驗(yàn)合格后,方能從事焊接操作。
4.1.7.4 在有效期滿(mǎn)之前,焊工應(yīng)重新參加考試,重新考試可著重于操作技能考試。經(jīng)考試合格,可再取得有效期3 年。
4.1.7.5 焊工在證書(shū)有效期內(nèi)焊接質(zhì)量一貫良好,無(wú)損檢測(cè)合格率保持在90% 以上,且具有產(chǎn)品質(zhì)量記錄,經(jīng)驗(yàn)船師審查,其證書(shū)有效期可延長(zhǎng)1 年。
© 2025 「上海思緒」 版權(quán)所有 滬ICP備14036854號(hào)-1
![]()


